
Tubing ng gomaay katangi-tanging naiiba sa iba pang tubing dahil sa nilalaman nitong goma, na isang elastomer na may mataas na lakas at tibay pati na rin ang kakayahang maiunat at ma-deform nang hindi permanenteng nasira. Pangunahing ito ay dahil sa kakayahang umangkop, paglaban sa luha, katatagan, at katatagan ng init.
Ginagawa ang rubber tubing gamit ang isa sa dalawang proseso. Ang unang paraan ay ang paggamit ng isang mandrel, kung saan ang mga piraso ng goma ay nakabalot sa isang tubo at pinainit. Ang pangalawang proseso ay extrusion, kung saan ang goma ay pinipilit sa pamamagitan ng isang mamatay.
PaanoRubber Tubingay Made?
Proseso ng Mandrel
Rubber Roll
Ang goma na ginamit sa paggawa ng rubber tubing gamit ang proseso ng mandrel ay inihahatid para sa produksyon sa mga rolyo ng rubber strips. Ang kapal ng mga dingding ng tubing ay tinutukoy ng kapal ng mga sheet. Ang kulay ng tubing ay tinutukoy ng kulay ng roll. Kahit na ang kulay ay hindi kinakailangan, ito ay ginagamit bilang isang paraan ng pagpapasya sa pag-uuri at panghuling paggamit ng rubber tubing.

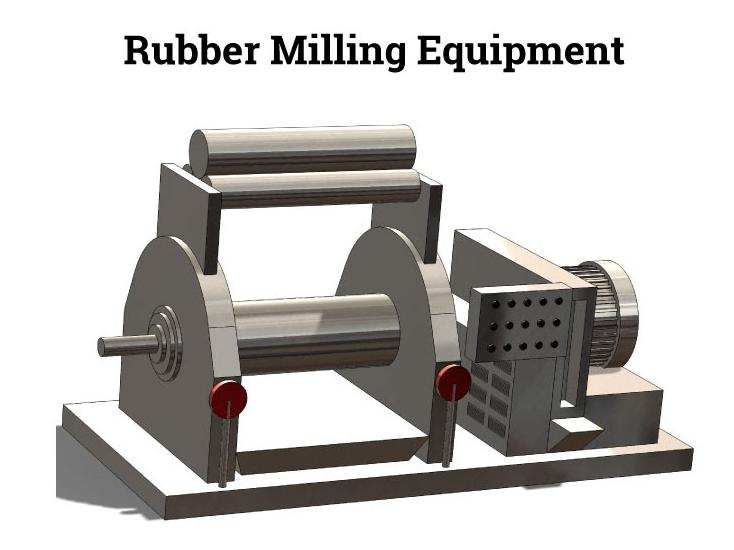
Paggiling
Upang gawing malambot ang goma para sa proseso ng produksyon, pinapatakbo ito sa isang gilingan na nagpapainit sa mga piraso ng goma upang mapahina at makinis ang goma upang matiyak na ito ay may pantay na pagkakayari.
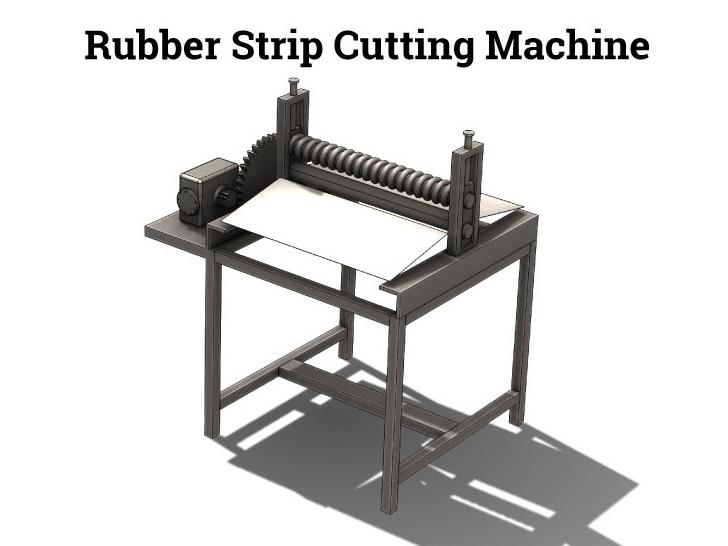
Pagputol
Ang malambot at nababaluktot na goma ay inilipat sa isang cutting machine na pinuputol ito sa mga piraso ng pantay na lapad upang magkasya sa lapad at kapal ng laki ng rubber tubing na gagawin.
Mandrel
Ang mga piraso na nilikha sa pagputol ay ipinadala sa mandrel. Bago ang pagbabalot ng mga piraso sa mandrel, ang mandrel ay lubricated. Ang diameter ng mandrel ay ang eksaktong sukat bilang ang bore ng rubber tubing. Habang umiikot ang mandrel, ang mga rubber strips ay nababalot dito sa pantay at regular na bilis.

Maaaring ulitin ang proseso ng pagbabalot upang maabot ang nais na kapal ng goma na tubo.
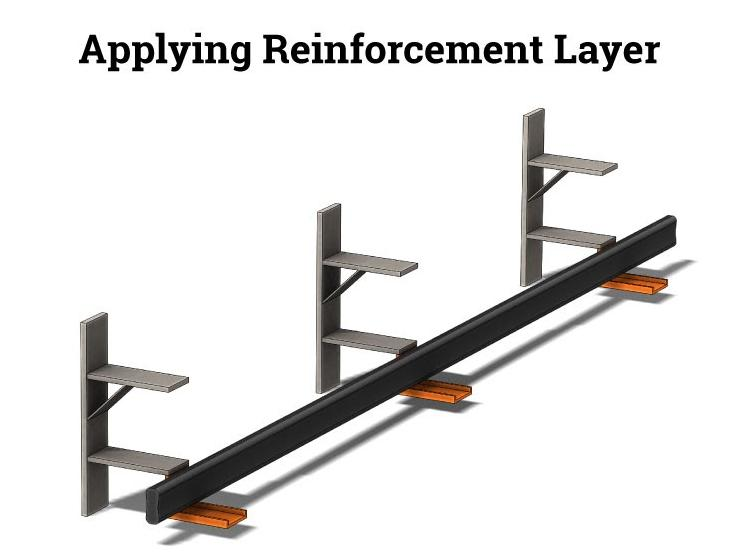
Layer ng Reinforcement
Matapos maabot ng tubing ang eksaktong kapal, idinagdag ang isang reinforcement layer na gawa sa isang mataas na lakas na sintetikong materyal na pinahiran ng goma. Ang pagpili ng layer ay tinutukoy ng dami ng presyon na maaaring tumagal ng goma tubing. Sa ilang mga kaso, para sa dagdag na lakas, ang reinforcement layer ay maaaring may idinagdag na wire.
Pangwakas na Layer
Ang huling layer ng rubber stripping ay ang panlabas na takip nito.

Pag-tape
Kapag nailapat na ang lahat ng iba't ibang layer ng rubber strips, ang buong haba ng natapos na tubing ay balot ng basang nylon tape. Ang tape ay lumiliit at i-compress ang mga materyales nang magkasama. Ang resulta ng tape wrapping ay isang textured finish sa outside diameter (OD) ng tubing na nagiging asset at benepisyo para sa mga application kung saan gagamitin ang tubing.
Bulkanisasyon
Ang tubing sa mandrel ay inilalagay sa isang autoclave para sa proseso ng bulkanisasyon na nagpapagaling sa goma, na ginagawa itong nababanat. Kapag nakumpleto na ang bulkanisasyon, ang shrunk nylon tape ay aalisin.

Pag-alis mula sa Mandrel
Ang isang dulo ng tubing ay mahigpit na selyado upang lumikha ng presyon. Ang isang butas ay ginawa sa tubing para sa tubig na pumped sa upang paghiwalayin ang goma tubing mula sa mandrel. Ang rubber tubing ay madaling natanggal sa mandrel, pinuputol ang mga dulo nito, at pinuputol sa nais na haba.
Paraan ng Extrusion
Ang proseso ng pagpilit ay nagsasangkot ng pagpilit ng goma sa pamamagitan ng isang disc na hugis mamatay. Gumagamit ng malambot na unvulcanized rubber compound ang rubber tubing na ginawa ng proseso ng extrusion. Ang mga bahaging ginawa gamit ang paraang ito ay malambot at nababaluktot, na nabulkanisa pagkatapos ng proseso ng pagpilit.
Pagpapakain
Ang proseso ng pagpilit ay nagsisimula sa pamamagitan ng pagpapakain ng rubber compound sa extruder.
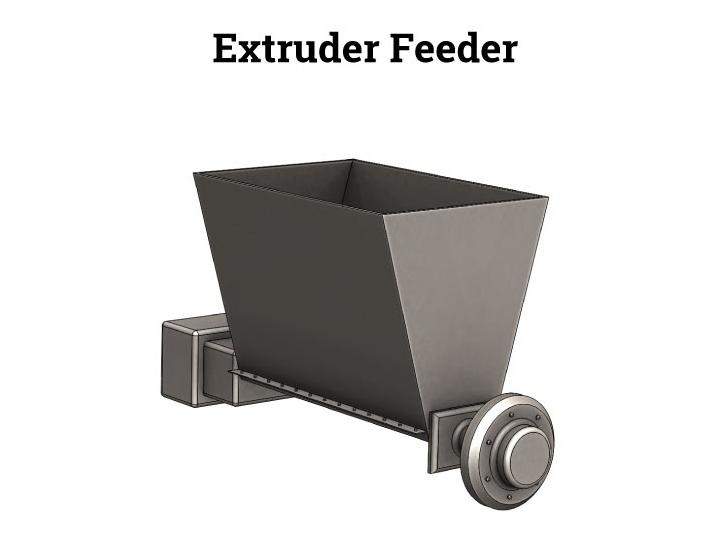
Umiikot na Tornilyo
Ang compound ng goma ay dahan-dahang umaalis sa feeder at ipapakain sa tornilyo na gumagalaw dito patungo sa die.
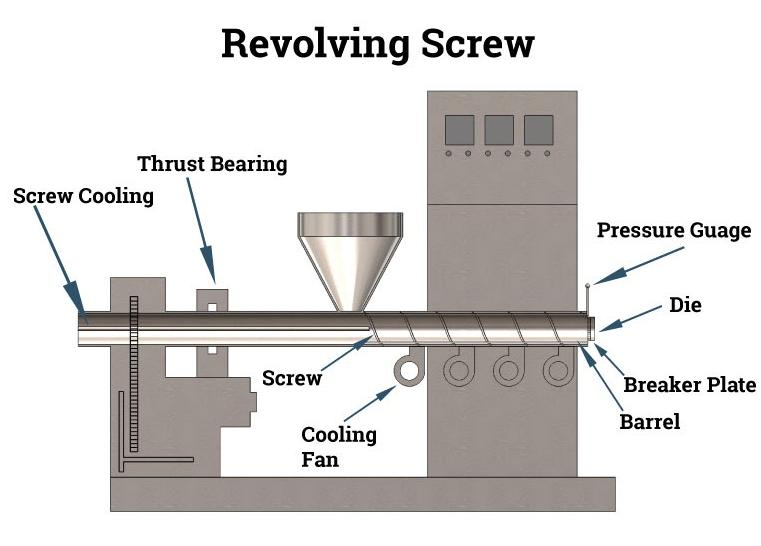
Rubber Tubing Die
Habang ang hilaw na materyal na goma ay inilipat kasama ng tornilyo, ito ay pinipilit sa pamamagitan ng isang mamatay sa eksaktong sukat sa diameter at kapal para sa tubing. Habang ang goma ay gumagalaw palapit sa die, mayroong pagtaas sa temperatura at presyon, na nagiging sanhi ng extruder na materyal na bumukol depende sa uri ng tambalan at katigasan.

Bulkanisasyon
Dahil ang goma na ginamit sa proseso ng extrusion ay unvulcanized, kailangan itong sumailalim sa ilang uri ng vulcanization sa sandaling ito ay dumaan sa extruder. Bagama't ang paggamot na may sulfur ay ang orihinal na paraan para sa bulkanisasyon, ang iba pang mga uri ay binuo ng modernong pagmamanupaktura, na kinabibilangan ng mga microware treatment, salt bath, o iba't ibang anyo ng pagpainit. Ang proseso ay kinakailangan upang paliitin at patigasin ang tapos na produkto.
Ang proseso ng vulcanization o curing ay makikita sa diagram sa ibaba.
Oras ng post: Ago-25-2022